In Corrèze, this 120-employee SME, together with its production operators, designed a precise, ergonomic, and real-time production monitoring and visual management system. The result: time savings, improved quality, and increased productivity!
Since its founding in 1991, Tiag Industries has established itself as one of the European leaders in the production of medium-volume technical plastic parts. For clients located all over the world (40% of its turnover is generated from exports), and in all sectors: office and hospital furniture, packaging, construction, agricultural and construction machinery, and armaments, all of these clients have one thing in common: high standards in terms of quality and responsiveness.
To address this, this family-run SME (120 employees), whose three production units are in Corrèze, has embarked on the gradual deployment of a 4.0 factory, using Pingflow’s visual management solutions. The objectives of this project?
Competitiveness, flexibility, autonomy: the challenges of 4.0 at TIAG
- Simplify and make production monitoring more efficient;
- Minimize (or even eliminate) the risk of human error and thus increase production quality;
- All this while giving back autonomy to teams (operators, supervisors, shipping, administration, etc.) to allow them to focus on the truly important tasks.
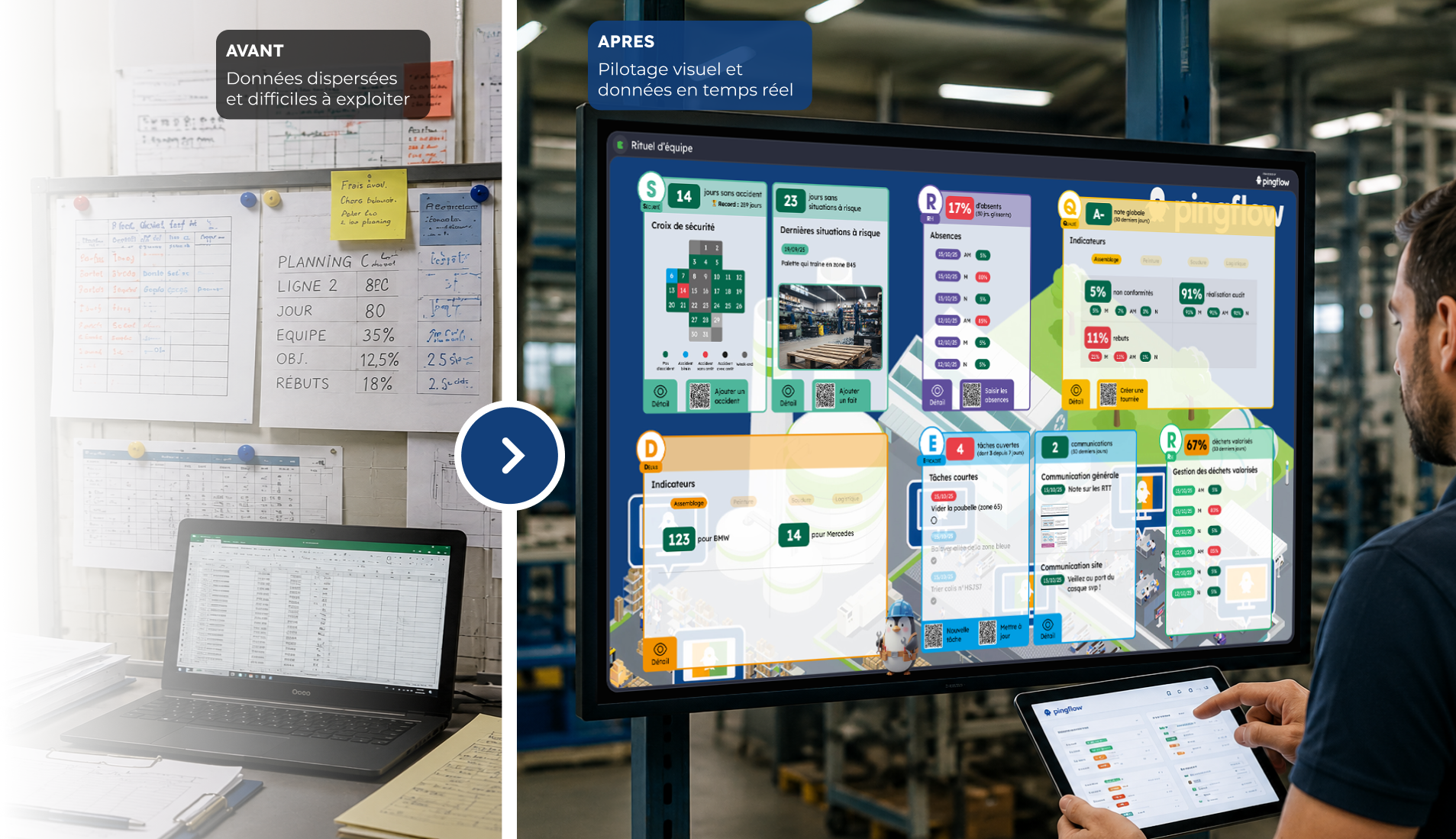
Production monitoring: the need for real-time information
Within the production units, monitoring was previously done « the old-fashioned way, on sheets of carbon paper, » says Christophe Laurent, the plant manager. Simple… but not very effective!
« This system prevented us from having a precise view of the production rate at any given moment: to know where we were, we had to go to the machines, » laments Christophe Laurent. The configuration, tiring for the team leaders who had to travel miles throughout the plant to monitor production progress, was also stressful for everyone: « Searching for information creates uncertainty, it puts production at risk and fatigues employees, thus increasing the risk of error, » notes Alexandre Moraine, the company’s CEO.
Operational excellence: move faster, minimize non-conformities
Increasing the quality of operations was indeed the second expected benefit of digitalizing the factory. Among the indicators to improve:
- The scrap rate (non-compliant parts),
- The downtime of machines that must be reconfigured between two production runs,
- The time taken to resolve incidents
- The time taken for forklift operators to « pick up » parts produced
Taken together, all these optimizations should improve TIAG’s productivity: « It’s about gaining competitiveness compared to competitors in Eastern Europe in particular, » explains Alexandre Moraine. « It’s absolutely essential when you’ve chosen, as we have, to go 100% made in France. »
Digitalization of production at TIAG Industries: progress step by step

In its 3 production units, TIAG implements several distinct industrial processes:
- Injection,
- Extrusion Blow Molding
- Rotomolding
- Assembly and Finishing
Different machines, different teams, and different processes: it was neither possible nor desirable to digitize all units at once. From 2020 to 2023, thanks to the ongoing support of Pingflow’s teams, a gradual rollout took place.
2020-2021: a POC to experiment… and reassure
If Pingflow places the POC (proof of concept, i.e. a test in real conditions, but on a small scale) at the heart of its support approach, it’s for a good reason. And even several:
- Technically, and in terms of business, each industrial context is different: to be efficient, a digital visual management solution must be perfectly adapted to the machine and its control requirements.
- In terms of information systems, a solution like Pingflow connects to an existing system (often an ERP), with which a « dialogue » must be established.
- The resulting change is not just technical… far from it! A digital transformation is, above all, a human transformation: obtaining buy-in (and valuable feedback) on the implementation of this new tool is a key benefit for this POC phase.
For this first stage, efforts focused on the operator console, a sort of tablet allowing men to declare and “monitor” their activity at their workstation.

Console connected to production to provide operators with operating information and send alerts (quality, logistics)

HMI on console for monitoring machine and andon activity at the operator station
The challenge, emphasizes Christophe Laurent, was to demonstrate to team leaders and operators how Pingflow would make their work easier, reassure them about the reliability of the tool… But also to listen to and take into account their suggestions for improvement. » At the end of the POC, version 1 was therefore significantly improved:
- In terms of user interface (position, size, color of alert buttons, access to various actions, etc.),
- In terms of information provided: work order numbers and end times, for example, an indicator that « speaks » to operators and team leaders.
The result? An ergonomic 4.0 console, adapted to its uses, providing essential information in a timely manner (number of parts produced, rejects, etc.), and above all, the first solid building block for a more widespread deployment.
Following this conclusive POC, the operator consoles were generalized to all 8 TIAG blowers in 2021, then to the fleet of 7 injection machines at the start of 2022.
2021-2022: a deployment that is gaining momentum
But this deployment doesn’t « only » concern workstations. Facilitating the work of operators is just one of the levers of digitalizing a factory through visual management, which Pingflow has enhanced with:
- Streamlining the andon alert process: issued by the operator from their console, it results in the incident being displayed on the workshop display panels, followed by a second « escalation » alert to a second manager if there is no response.
- Extending the console’s functionality to call forklift operators to come and retrieve pallets of produced parts.
- Installing large summary screens to track production KPIs and display incidents at various locations throughout the factory.

The forklift operator’s desks, installed on the forklifts, are permanently accessible.

From the offices and in the factory, these screens provide a global, real-time view of the status of production.
Throughout the project: enrichments and agility

One of the keys to this successful deployment? The adaptability of the Pingflow teams… and of the tool itself, « in which it’s very easy to add or remove elements and applications, which made it much easier for us to optimize the interfaces: we wanted it to be as easy to use as a smartphone, » says Christophe Laurent.
And for everything that needed to be configured upstream, the Pingflow project teams were the driving force. This included the connection between Pingflow and TIAG’s ERP, an essential ingredient for success for:
- Monitor inventory status,
- keep up-to-date information on maintenance, quality, and new production launches, etc.
- all in real time, to facilitate feedback internally, as well as to management and even customers.
The results: more (and better) productive workshops
Increased responsiveness at all levels
Thanks to the system implemented with the help of Pingflow, all information relating to TIAG’s production is digitized and therefore available in real time. This results in significant time savings at all levels of the company.
On the production side, first:
- Workshop managers and operator supervisors, since they only need to travel when an incident requiring their intervention is confirmed, have « saved » between 5 and 8% of their working time.
- The operators themselves, relieved of the tasks of clocking in, counting, and calling forklift operators, have saved considerable time on their daily tasks.
- Finally, plant management benefits fully from a super-smooth information transfer. « It’s simple, » says Christophe Laurent, « today I know exactly, and in a few seconds, where we are in the workshop! »
This streamlining of production monitoring also has beneficial impacts well beyond production stations:
- In logistics, with better optimization of forklift operator routes thanks to the call function integrated into operator consoles,
- upstream and downstream, with more than two working days saved in administration: all data entry is now automated, allowing these teams to focus on other tasks.
Increased quality and compliance
The other major advantage of digitalization is that it minimizes (or even eliminates) the risk of human error. At TIAG, this translates into:
- On the administrative side, through a significant reduction in order entry errors and the monitoring of daily production results, thanks to automation and task streamlining.
- On the production side, through a drop in the reject rate (non-compliant parts) to 0.8%.
Incidents under control
The third major benefit is a classic of Pingflow’s factory digitalization projects: from reporting to resolution, incident management is fully optimized thanks to a digital andon alert system integrated into all operator panels. Previously, locating a problem on the machine park could take up to 30 minutes… Time reduced to a minimum today.
Consequences ?
- Operators gain peace of mind and comfort, since they know their alerts will be seen and responded to quickly.
- Their supervisors can better prioritize their time and allocate time between machine setup, operator training, urgent tasks, and important ones.
In short, it’s unanimous: « Today, all users tell me: there’s no question of going back, the new system makes their job much easier! » concludes Christophe Laurent.

Projects full of boxes
The results? It’s more than satisfactory. « A few years ago, I was learning by visiting our clients’ factories. Today, they’re surprised by the level of digitalization and efficiency we’ve achieved! » says Alexandre Moraine.
But this is a provisional assessment, because these initial successes have given ideas to the TIAG Industries teams! The next areas for improvement identified?
- Optimizing production processes: « By using all our individual data points (incidents, lead times, small workload disruptions, etc.), we aim to identify where recurring bottlenecks occur and better prevent them, » points out Christophe Laurent.
- Traceability and communication with customers, by allowing operators and team leaders to « feed » the system implemented with Pingflow: identifying batches in production, sending annotated photos of parts, etc.
- Management and company strategy. « The idea is to more systematically use the data collected through Pingflow and our ERP for AIC, but also for meetings focused on productivity opportunities, » imagines Alexandre Moraine.
“Thanks to Pingflow, we are fortunate to have a tool that provides us with objective, indisputable information: it’s up to us to make use of it,” concludes the manager.