De la vente aux expéditions, en passant par l’usinage et l’assemblage : en impliquant l’ensemble de ses équipes dans l’amélioration des rituels d’animation (AIC), l’usine de Metso de Mâcon a considérablement fluidifié la visibilité des informations, et donc la prise de décision.
L’usine Metso de Mâcon a beau exister depuis le milieu du XIXe siècle, elle tourne toujours à plein régime, et constitue l’un des fleurons du groupe finlandais Metso (17 000 salariés, présent sur les 5 continents).
Siège social de l’entreprise en France, tête de pont commerciale pour l’Europe du sud et l’Afrique du Nord, le site emploie 360 personnes (dont 120 à la production), et met sur le marché chaque année 350 broyeurs et 100 cribles : des petites séries de (très) grosses machines (25 à 50 tonnes) que les exploitants de mines et de carrières utilisent pour concasser, trier, et traiter les matériaux qu’ils en extraient.
« Made in Mâcon », ces machines sont en service partout dans le monde : seuls 7% des volumes sont expédiés vers la France, 50% en Europe “étendue” (incluant la Russie ou la Turquie).

Les ingrédients de ce succès ?
Un positionnement “premium”, “aussi bien dans la qualité de nos produits que dans la fiabilité et la réactivité de nos services, explique Cyril Varraux, qui dirige l’usine de Mâcon depuis 3 ans.
Nous avons la chance d’hériter d’une réputation soigneusement préservée depuis 125 ans : ce qui nous importe c’est de continuer à nous démarquer dans l’apport de solutions à nos clients.
Cyril Varraux, Directeur d’usine
Les AIC : la clé pour “synchroniser” toutes les parties prenantes
À son arrivée à la tête de l’usine, en 2019, Cyril Varraux a tout de suite souhaité instaurer des réunions d’animation à intervalle court (AIC, ou short-interval management en anglais). Un point court qui emmène chaque matin le management de l’usine sur le terrain, de secteur en secteur, pour faire le point sur les enjeux et les difficultés potentielles du jour.
Saines, constructives, responsabilisantes : les nombreux bienfaits des AIC
Pourquoi avoir mis d’office l’accent sur les AIC ? C’est la philosophie même de ces réunions qui intéressait Cyril Varraux :
Lorsqu’on travaille de façon traditionnelle, les réunions sont consacrées à ce qui s’est passé la veille, de ce que l’on aurait pu ou dû faire. Dans une AIC, on se focalise sur les problèmes actuels, et sur la manière dont on s’engage à les résoudre : les chefs d’équipes obtiennent la réponse, ou un engagement de réponse, à leur problème du moment en direct.
Cyril Varraux, Directeur d’usine

En plus d’être constructives (et plus saines…), les AIC permettent de créer une vraie culture de la transparence, de l’échange d’information, et mettent toutes les équipes sur la même longueur d’onde. « L’objectif, c’est bien ça : créer les conditions d’une coopération optimale, poursuit Cyril Varraux. Entre tous les acteurs de la chaîne de production, bien sûr, mais aussi en amont et en aval : la vente, les approvisionnements, les expéditions… doivent voir la partie usine comme une aide, et plus quelqu’un contre qui on se bat pour obtenir des informations et des délais… »
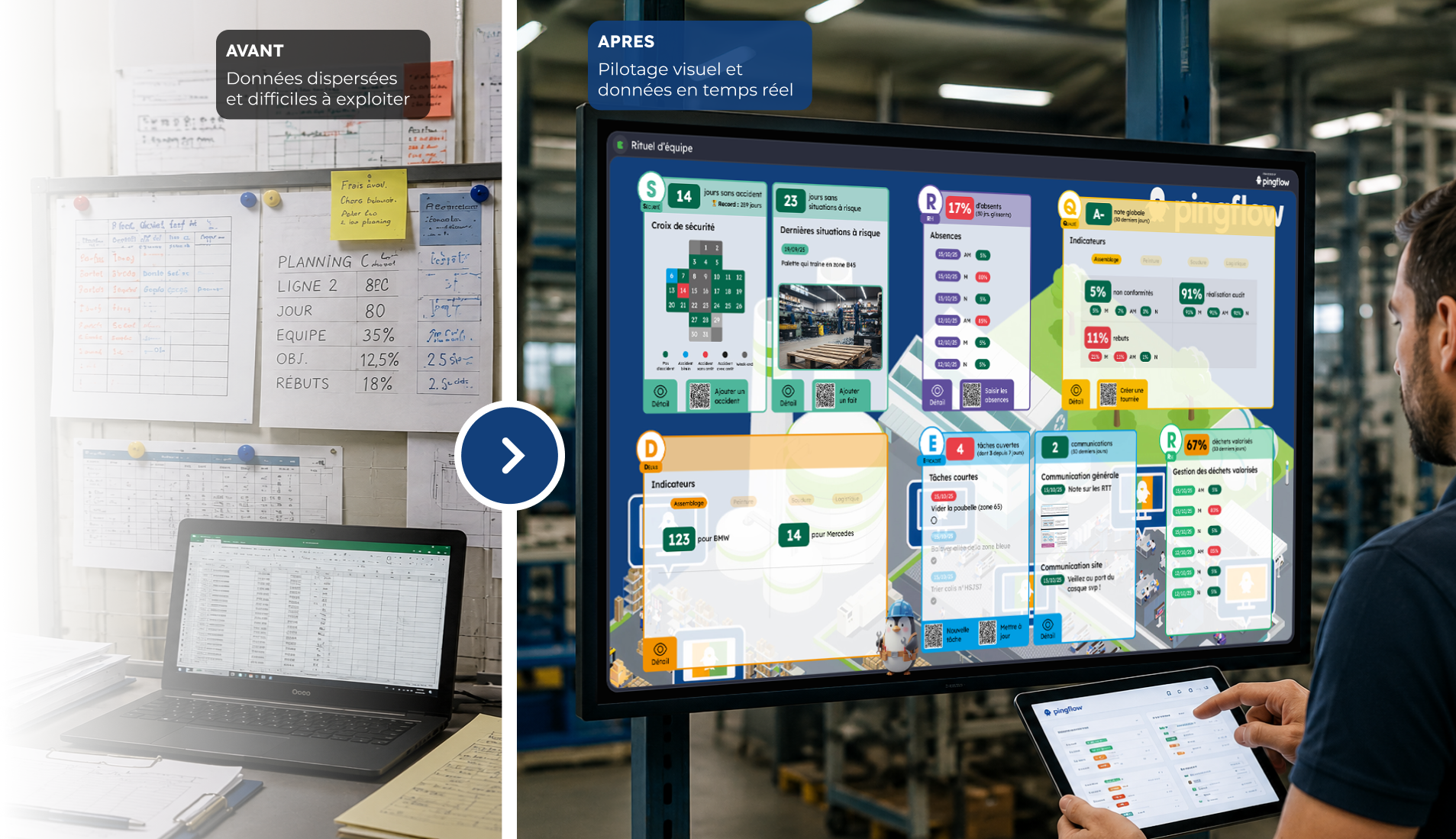
Du papier à une information temps réel entre secteurs
Pour bien fonctionner, ces AIC s’organisent dans un espace dédié, où l’on peut avoir sous les yeux tous les indicateurs nécessaires à la prise rapide de décision. Chez Metso, on a d’abord procédé avec des panneaux “papier” et tableaux Velleda. Mais très rapidement, le besoin de changer s’est fait sentir.

La principale problématique ? Dans le partage d’information entre deux zones de l’usine. Pour mettre à jour ses panneaux d’AIC, chaque équipe se référait au planning hebdomadaire intégré dans l’ERP de l’usine.
Le souci, c’est qu’en cas d’aléas survenu à l’usinage, par exemple, l’assemblage n’en était pas informé, et suivait donc son planning sans pouvoir anticiper qu’ils allaient manquer de pièces.
Cyril Varraux, Directeur d’usine
Pour prendre les bonnes décisions en fonction de l’information du moment, il fallait que le planning de chacun soit partagé, et à jour en temps réel. Donc digitalisé.
Pingflow : la bonne solution dans un contexte industriel
A ce stade, le besoin de Cyril Varraux lui semblait assez clair : une solution de business intelligence (BI) allait lui permettre de collecter les données liées à la production de l’usine, et les mettre en forme pour prendre les bonnes décisions.
Le souci ? “Des solutions de BI, il y en existe beaucoup. Mais la plupart du temps, elles sont pensées pour le bureau, utilisables par quelqu’un qui passe sa journée devant un ordinateur : des solutions utilisables dans un contexte d’atelier, par contre, ça ne court pas les rues…”
Cyril Varraux, Directeur d’usine
Lorsqu’il découvre Pingflow, sa conviction est faite : voilà ce que Cyril Varraux cherchait.
Notre solution de management visuel digital :
- est simple à paramétrer et à administrer par Cyril Varraux et ses équipes. “En termes de métiers, nous savons précisément ce que nous voulons, mais nous avons peu de compétences en informatique : avec Pingflow et son éditeur de wallboards Pingview, ça n’est jamais bloquant”
- permet de générer des interfaces dont l’ergonomie “est vraiment conçue pour des utilisateurs qui opèrent sur des machines”
- est d’office pensée pour le monde industriel, avec de belles références en la matière, “comme Schneider, qui est l’entreprise qui a popularisé les AIC en France”
In fine, ce qui a achevé de me séduire, c’est que Pingflow est une startup, flexible et à notre écoute, et qui s’est montrée très proactive pour nous aider à mettre en forme nos idées. Un trop gros acteur, éditeur de logiciel ou ESN, ça nous aurait plutôt fait fuir…
Cyril Varraux, Directeur d’usine

La mise en place des AIC chez Metso : un travail collaboratif
Le choix du bon partenaire et de la bonne solution était d’autant plus crucial avait un plan bien précis en tête : ne surtout pas imposer ces futurs écrans d’AIC digitale, mais bien les co-concevoir avec leurs futurs utilisateurs. Et amener les équipes à imaginer elles-mêmes les améliorations à apporter à l’organisation.
Des opérateurs acteurs du changement
Il ne faut jamais perdre de vue le contexte : en usine, nous ne sommes pas forcément à l’aise avec les outils informatiques, on s’en méfie même un peu… Impossible pour moi d’arriver avec un beau panneau d’animation et de l’imposer aux collaborateurs, ça ne prendrait pas !
Cyril Varraux, Directeur d’usine
A l’inverse, le directeur de l’usine a choisi d’avancer en méthode Kaizen, à petits pas : d’abord le décalque exact des panneaux d’AIC “papier”, puis des ajouts ou des clarifications d’informations à la demande des opérateurs. D’abord sur un atelier, puis 2… jusqu’à avoir déployé les panneaux sur les 7 zones de l’usine à la mi-2022.

Lever les craintes, démontrer les bénéfices
Pour impliquer les opérateurs, il a fallu leur démontrer que le nouvel outil mis en place avec Pingflow ne serait pas une contrainte, mais au contraire une aide, conçue pour répondre à leurs problématiques.
Pour y parvenir, l’animation d’un projet de ce type est essentielle. Chez Metso, Cyril Varraux s’est astreint à respecter quelques grands principes :
- Pas de pression : faire en sorte que les opérateurs se sentent autorisés à demander une évolution sur les panneaux, mais ne pas “forcer” la participation ;
- Pas de frustration : lorsqu’un besoin est exprimé, il faut y répondre vite. Les équipes constatent ainsi que leur participation est toujours suivie d’effets ;
- Pas de temps mort : au moins une fois par semaine, en sortie d’AIC, les équipes organisaient une session de réflexion sur les améliorations à apporter aux panneaux. Le meilleur moyen de faire le lien entre l’outil et les problèmes qu’il doit résoudre !
Bilan de cette méthode employée chez Metso ? “Après quelque temps, les gens venaient spontanément nous voir en nous disant : ‘j’ai besoin de telle information pour mes prochaines AIC, peux-tu trouver une façon de me la mettre à disposition’. Là, on savait que c’était gagné”.
Mais si sur le papier cela semble fort simple, dans les faits le succès de ce projet aura reposé sur 2 pré-requis clés, selon Cyril Varraux :
- avoir déjà mis en place des AIC version papier avant de digitaliser. “Les panneaux d’animation ne sont que des outils, ce qui compte c’est l’organisation”
- disposer d’un outil simple à prendre en main. “Je ne suis pas informaticien, mais le drag & drop et l’aide en ligne de Pingview m’ont permis d’arriver à faire ce que je voulais facilement : c’était important pour implémenter rapidement les demandes de mes équipes”
Un outil qui favorise l’amélioration continue
La flexibilité de la solution Pingview, c’est ce qui permet de concevoir très facilement 1, 2, 3… des dizaines de versions des panneaux d’AIC chez Metso. Mais c’est surtout intéressant dans la mesure où ces versions permettent de toujours mieux :
- savoir où en est l’usine (et chaque atelier) de ses objectifs de production
- aider chacun à optimiser la qualité de son propre travail, mais en lien avec ce qui se passe avant, après, en parallèle…
C’est donc toute la qualité de la chaîne de production qui est impactée : améliorer en continu la qualité de l’information utilisée lors des AIC, c’est s’améliorer en continu tout court !
Un projet qui fait tâche d’huile
En parallèle des panneaux d’AIC déployés dans l’usine, Metso a souhaité développer un second type d’écran pour faire le lien entre :
- l’amont de la production, c’est-à-dire l’administration des ventes, qui centralise les “commandes” internes des commerciaux,
- l’aval, avec les expéditions.
Les bénéfices attendus de ce nouveau système, connecté à celui en vigueur dans l’usine ?
- une meilleure visibilité sur les volumes à produire, et donc les approvisionnements à déclencher,
- un planning plus sécurisé, avec la possibilité de vérifier qu’entre la commande et la livraison, l’usine est dans les temps,
- en bout de chaîne, une meilleure traçabilité des machines lors des expéditions.
Pour ce second projet, Metso a opté pour un pilotage plus classique, avec un cahier des charges à suivre pour les équipes de Pingflow, et la livraison d’écrans clé en main.
Depuis le printemps 2022, les AIC chez Metso sont stabilisées (sans être figées, puisque l’idée est précisément de pouvoir intégrer les informations demandées par les équipes). Et depuis la mi-2022, l’ensemble de la chaîne de production est couverte. Pour quels bénéfices concrets ?

Un projet qui évolue avec l’application mobile andon
Dans le secteur industriel, l’efficacité opérationnelle repose sur une communication rapide et une gestion efficace des incidents. Metso, leader mondial de l’industrie minière et de l’ingénierie, a relevé ce défi grâce à l’application Andon. Découvrez comment cette solution de digitalisation industrielle a permis à Metso d’améliorer sa réactivité et sa transparence opérationnelle.
Pourquoi Metso a choisi l’application Andon pour la gestion des incidents ?
Metso voulait réduire le temps de réponse des équipes de maintenance et améliorer la transparence des informations en temps réel. L’application Andon a permis de relever ces défis en centralisant les informations, en fluidifiant la communication et en optimisant la gestion des priorités.
Réactivité accrue grâce aux notifications instantanées
Avec l’application Andon, les équipes de production signalent un incident en scannant un QR code placé sur le poste concerné. Cela déclenche une notification en temps réel aux équipes de maintenance, garantissant une prise en charge rapide.
Avant, il fallait chercher le chef d’équipe pour déclarer une panne. Maintenant, tout est instantané et visible sur l’application, évitant les retards et les malentendus.
Cyril Varraux, Directeur d’usine

Transparence et traçabilité : un changement de paradigme
L’application Andon centralise toutes les informations liées aux incidents sur une plateforme unique. Chaque étape du processus est documentée avec des commentaires en temps réel, permettant à tous les acteurs (opérateurs, techniciens, chefs d’équipe) de suivre l’évolution des interventions. Cette transparence totale réduit les malentendus et les informations perdues. Elle renforce aussi la confiance et la collaboration entre les équipes de production et de maintenance.
Suivi des incidents et historique des actions
Grâce à la traçabilité complète, Metso consulte l’historique des commentaires et suit l’évolution de chaque incident en temps réel. Les équipes de nuit et les services connexes restent ainsi informés, garantissant une continuité optimale des opérations.
Priorisation et gestion des urgences en production
L’application Andon permet de prioriser les incidents selon leur criticité. En cas de panne multiple, les équipes remontent en priorité les plus critiques pour éviter les arrêts de production.
Si une machine critique tombe en panne, on peut la prioriser instantanément. Cela nous permet d’éviter les interruptions de production.
Cyril Varraux, Directeur d’usine

Gestion des appels différés
En cas d’intervention non urgente ou d’attente de pièce, l’application permet de différer un appel tout en informant les équipes de l’état de l’incident. Cela évite les doubles interventions et améliore l’organisation des équipes de maintenance.
🎬Visionnez le retour de Metso sur l’application mobile Andon de Pingflow (12 min.)
➡️Des réunions plus efficaces
S’agissant d’animations à intervalle court, c’est logique : leur digitalisation rend ces réunions plus efficaces. Avec des informations à jour, centralisées et partagées, les décisions se prennent sans zone d’ombre, et avec les bons “entrants”.
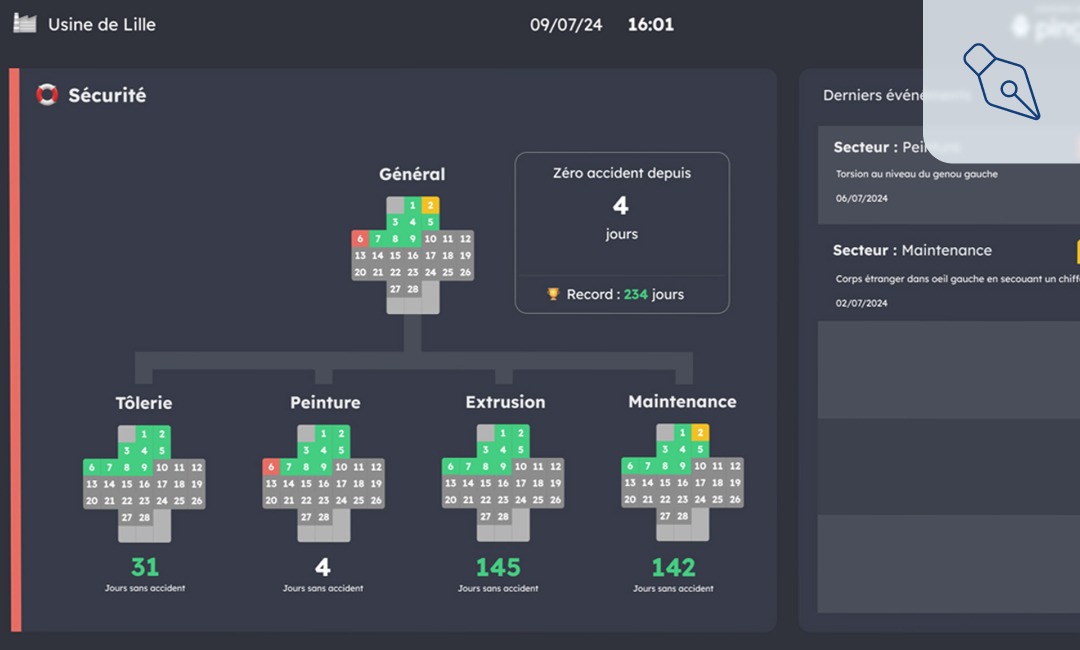
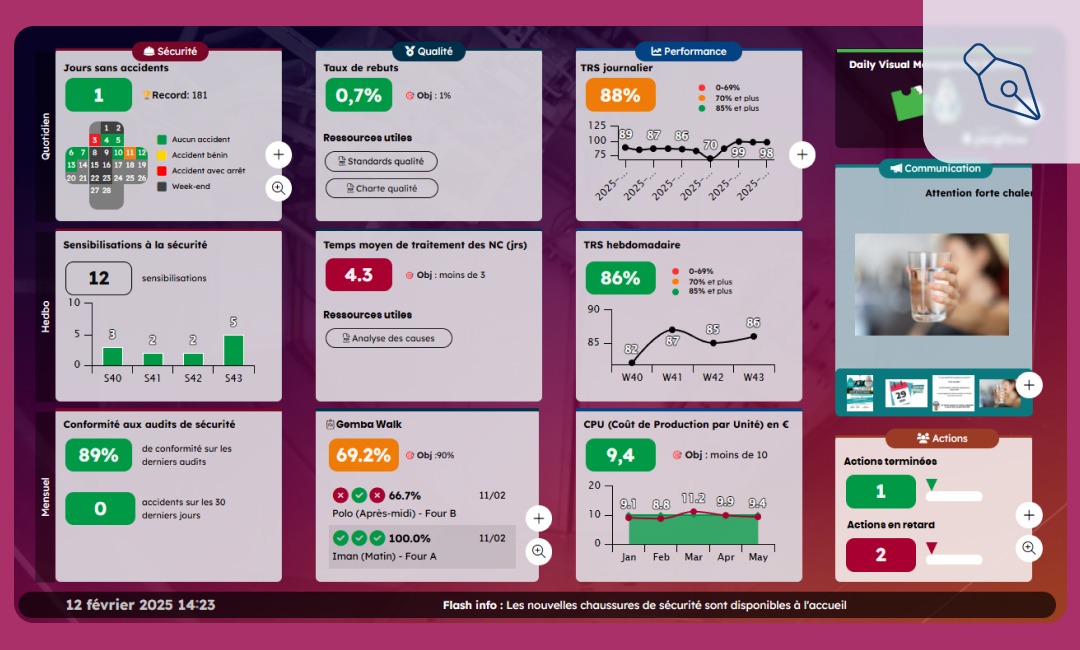
Mais les effets positifs du projet ne se limitent pas à ce premier constat. “Travailler sur le contenu de nos panneaux nous a permis de figer la routine des AIC, expose Cyril Varraux. C’est le design même du tableau qui cadre la réunion : un point sur les indicateurs HSE (hygiène, sécurité et environnement), l’état des présences et absences des opérateurs et de la charge de l’atelier, les avances/retards et problèmes du jour… : cela correspond à l’ordre des écrans du panneau”. Un déroulé auquel va s’ajouter prochainement un passage sur la qualité et les non-conformités : fini les ordres du jour flous, en quelques minutes les points essentiels sont abordés et traités.
➡️Plus de couacs dans la communication
Deuxième enseignement positif du projet : les écrans ont mis fin aux interminables échanges d’informations informelles (le plus souvent dans un email sur lequel on a bien du mal à remettre la main lorsqu’on en a besoin…).
“Cet email, c’est désormais un indicateur dans le tableau, qu’on va retrouver très simplement… et qu’on n’a même plus besoin d’aller demander”, se félicite Cyril Varraux.
La production est désormais en transparence totale envers les autres services de Metso et même vis à vis de l’extérieur. Là où l’on pouvait donner une réponse en 48h environ à un client sur l’état d’avancement de sa machine, la réponse est devenue immédiate, et fiable.
➡️Un climat plus serein
Gain moins palpable, mais néanmoins bien réel : le bien-être au travail, qu’à Mâcon on suit et mesure avec attention, s’améliore d’enquête en enquête.
Délicat de l’attribuer aux seules AIC ? Cyril Varraux est pourtant persuadé qu’ils y contribuent, en venant minimiser les conflits nés d’incompréhensions.
➡️Une productivité en hausse
Enfin, même si le système conçu avec Pingflow n’est pas directement conçu pour piloter la production (comme c’est l’objectif avec d’autres clients comme les Chantiers de l’Atlantique ou TIAG Industries), la digitalisation des AIC a bel et bien un impact sur la réactivité et la productivité de l’usine.
Via les panneaux d’AIC, Metso Mâcon peut suivre une sorte de workflow de production :
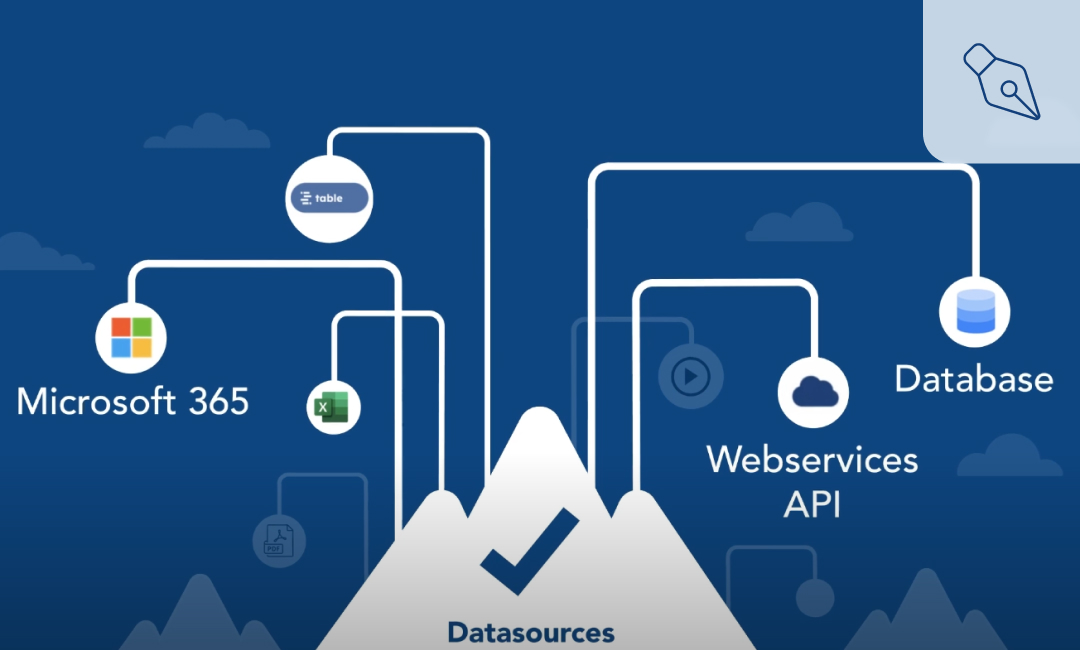
- en allant “puiser” dans une base de données qui fait correspondre les machines et les composants entrant dans leur fabrication,
- les équipes ont modélisé la série d’opérations et de pièces nécessaires à chaque étape,
- et il ne reste plus ensuite qu’à chaque opérateur à signaler quand il a commencé, et terminé sa tâche.
Ce workflow nous permet très concrètement d’agir sur un indicateur extrêmement important : le temps de traversée, soit le délai entre la prise de commande et la livraison, décrypte Cyril Varraux. À Mâcon, il est en moyenne de 45 jours… mais sur certains produits bien précis il peut être ramené à 48h !
Comment ? Grâce à un gros travail d’analyse sur les “invariants” des machines (qui peuvent donc être produits en série), et une différentiation retardée au dernier moment selon les besoins clients.
C’était un service qu’on était déjà capables d’offrir avant à nos clients, mais Pingflow nous facilite considérablement la tâche : tous les matins, nous savons précisément combien de machines pré-assemblées sont disponibles, et donc pouvons dire aux clients si une production en 48h est possible, à quelles conditions…
Des avancées déjà dans les tuyaux
Encouragés par ce premier bilan, les équipes de Metso à Mâcon planchent déjà sur la suite :
- à très court terme, un meilleur partage des indicateurs HSE via un grand écran dédié à l’entrée de l’usine,
- à moyen terme, le développement d’un connecteur direct à l’ERP, pour que toutes les informations extérieures à la production mais qui l’impactent directement (commandes, approvisionnements, facturation…) soient visibles et disponibles sans re-saisie comme c’est le cas actuellement.
On le voit : chez Metso, l’amélioration continue n’est pas un vain mot !