From production to procurement, the Chantiers de l’Atlantique cruise ship cabin assembly unit has gained 15 productivity points in just a few years, thanks to a fast-paced andon alert and digital management project.
Production lines active more than 90% of the time, a constantly decreasing takt time, fewer overtime hours… and an increasingly peaceful atmosphere: at Chantiers de l’Atlantique, the results of the efforts undertaken in terms of operational excellence are spectacular.
The explanation? A continuous improvement approach that has made it possible to anticipate problems and resolve them (much) more quickly, throughout the production chain.
The Chantiers de l’Atlantique, cradle of the giants of the seas
Normandy, France, Queen Mary 2, Harmony of the Seas… These famous giants of the sea were assembled in Saint-Nazaire, in the workshops of the Chantiers de l’Atlantique. Since 1862, the company has become a benchmark in the construction of ocean liners, but also of military vessels and, more recently, offshore wind turbines. These are all markets in which demand is very strong, and where production is therefore constantly under pressure.
The cabin production unit: 5 takt and cadenced lines
About ten kilometers from the main site, a smaller unit (26,000 square meters and 350 operators, all the same…) specializes in the prefabrication of cabins, which are then loaded and finished on board cruise ships.
In this workshop, 5 production lines, operated and running at pace, allow the assembly of various cabin models (crew, standard, family, for people with reduced mobility, etc.) and their sanitary blocks, at an average rate of 2,000 to 2,500 cabins per ship. Each liner occupies this production unit for a period of 4 to 6 months.

On the lines, lean objective!
“The first observation we can make,” explains Aurélien Caillaud, “is that our lines have no work in progress: we are permanently in a pull flow mode. As a result, the slightest problem at one of the 20 stations on each line will cause a stoppage, and block the 70 operators who work there.”
To resolve an incident as soon as it occurs, Chantiers de l’Atlantique has set up teams:
- « flyers » (on the production side), operators that team leaders or line managers will send to reinforce workstations under pressure,
- rapid replenishers on the logistics side, responsible for supplying spare parts to workstations that request them.
But this organization alone is not enough. For several years, Aurélien Caillaud, lean engineer at Chantiers de l’Atlantique, and his predecessor François Robic before him, have therefore called on Pingflow to implement tools that allow the effective adoption of methods from lean management (Andon and Yo-I-Don) to manage and optimize cabin assembly lines. The objectives?
- Obtain a precise, real-time overview of the status of each production line:
- Identify workstations under pressure as early as possible and provide the most efficient, timely solution;
- Synchronize workstations and schedule lines so that everyone starts and finishes their tasks at the same time;
- Finally, streamline intra-team communication, as well as communication between production and logistics.
A project carried out in two phases: first on the production lines, then on logistics supply.
2019-2020: heading towards the production andon
The initial observation: numerous and costly line shutdowns
In the context of pull production, there are always hazards: before starting its collaboration with Pingflow, the cabin workshop suffered an average of one hour of downtime per day.
Added to these incidents was the problem of line changes (a new type of cabin was entering production). Between two batches, the line shutdown and restart time was also one hour. Added together, these delays could have a significant impact on the production rate, and therefore the delivery of the liner at the end of the line.
Pingflow’s response: digital andon alert from operator stations
Pingflow’s response: digital andon alert from operator stations
With the help of Pingflow, each workstation has been equipped with a tablet which allows the operator to bring up information such as:
- the end of his work,
- a blocking incident,
- or a non-blocking incident.
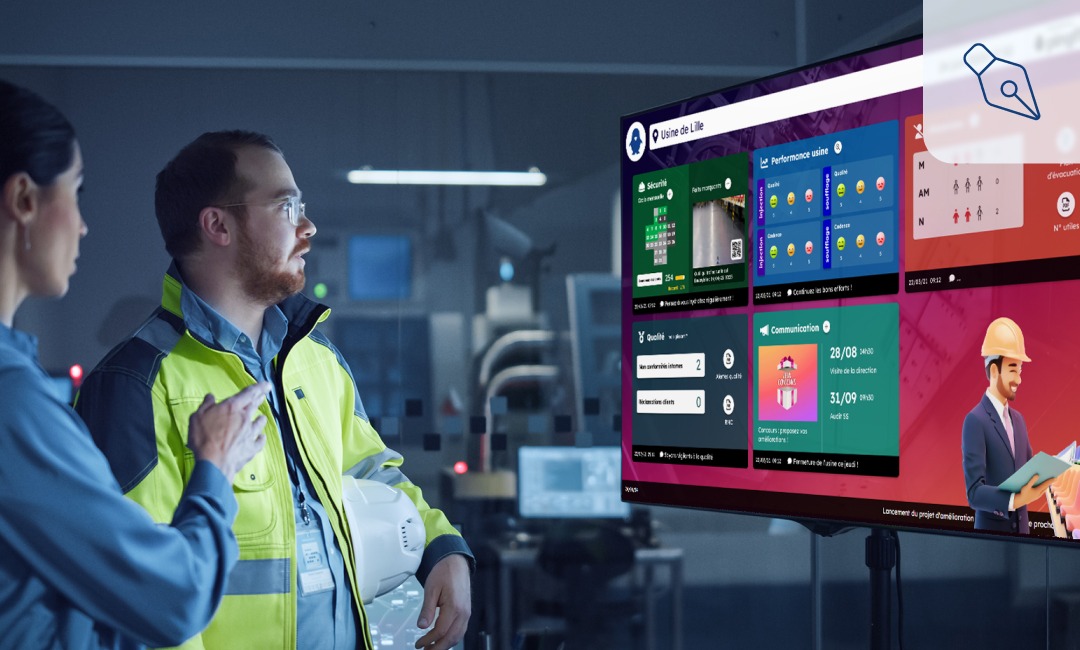
These incidents are immediately transmitted by SMS and email to team leaders, and displayed on large monitors located at strategic locations throughout the workshop to disseminate real-time information on the status of activity. The interventions and reinforcements needed to resolve the incident and restart production arrive more quickly, and all line activity is monitored more closely.
In the back office, the entire system is connected to the ERP in order to provide the forecast production “film” for the day and to a web interface which allows:
- Upstream, configure work schedules, user profiles, and contact information;
- Downstream, visualize incidents in the form of logs and graphs and create a history for quality analysis.

Spectacular first results
Deployed in 2019, this first andon “brick” allowed the cabin workshop to record more than convincing results:
- Downtime reduced by a factor of three… and more: from one hour per day, the workshop went down to 20, then 10 minutes per day;
- Ever more efficient lines: from 80% of working time, the production unit went up to 90-95%;
- A significant reduction in overtime (often necessary to « complete » the week’s production), of around 10%.
Bet won? Except that Chantiers de l’Atlantique didn’t intend to stop there…
2021: a step further with logistics andon
Because after streamlining the resolution of production incidents, the teams realized that 80% of the remaining line shutdowns were linked to non-compliant parts: damaged sanitary block elements, degraded parts, etc.
Historically, an operator faced with a defective part had to fill out a non-conformity form by hand and send it to the rapid replenishment teams so that they could retrieve the spare part from stock, transport it to the workstation in question, and close this “ticket”. A cumbersome, time-consuming process… and therefore eminently optimizable!

Especially since it generated significant tensions between the production and logistics teams, “who passed the buck during this type of incident,” observes Aurélien Caillaud. One of the unquantifiable but very real benefits of implementing the production andon with Pingflow was precisely a clear gain in serenity in the workshop: operators now know that the incident they reported has been properly identified and is being resolved. We wanted our replenishment teams, who are by nature subject to urgency and stress, to also benefit from more peaceful working conditions.”
A new process co-designed with the teams concerned
To resolve this problem, Aurélien Caillaud first listened to the “field” and gathered the teams’ irritants…
- … production: forms too long to fill out, replenishers unreachable, replenishment too slow, causing line interruptions;
- … logistics: forms incorrectly completed or illegible, too much time spent on the phone, impossible to organize and concentrate on one’s route;
- … quality: non-conformity reports untraceable and unusable.
Not easy, especially in the context of these workshops:
- Very large (26,000 m²), therefore with long delivery times
- with numerous references (3,000 per cabin), therefore complex replenishments
- increasingly frequent, with a takt time divided by 1.5 over the last 5 years (it has gone from 30 to 19-20 minutes on average)
From 100% paper to 100% digital: a 100% efficient logistics system
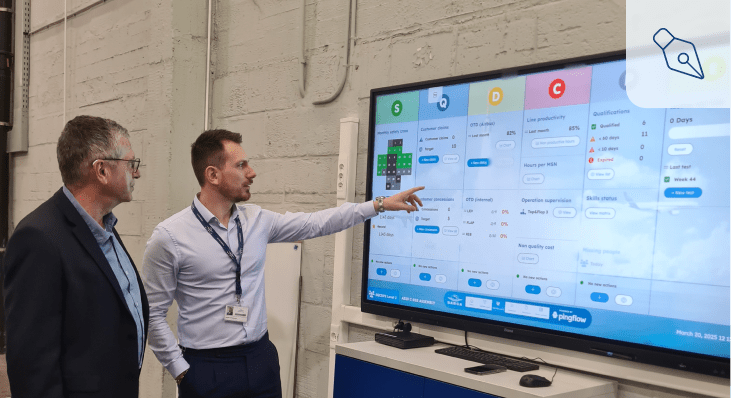
It is thanks to this field listening phase that Aurélien Caillaud was able to deploy with Pingflow an andon logistics system adapted to the needs of his internal “customers” in the three production, logistics and quality divisions, which he demonstrates to you himself.
Find Aurélien Caillaud’s full testimony on the collaboration between Pingflow and Chantiers de l’Atlantique in our webinar replay
Speed, productivity, serenity: green indicators!
By digitizing this entire alert process, and eliminating the paperwork and irritants in the replenishment process, Chantiers de l’Atlantique has once again observed enormous productivity gains:
- On the speed of operations, with a replenishment time reduced by more than half: from 33 minutes previously, we are now down to 12-13 minutes on average;
- On securing takt time: these express replenishment times leave a margin on the current cycle, which is already significantly reduced;
- On the efficiency of the lines overall: from 700 minutes of downtime per month, the workshop has reduced it to 200-250 minutes;
- On quality monitoring, teams now have a real dashboard allowing them to identify and measure deviations by supplier, by part, etc., and therefore take appropriate measures;
- On the peace of mind of logistics operators, now much more in control of their time and their routes.
In the pipeline: innovations that spread throughout the production chain
Committed to a process of continuous improvement, Chantiers de l’Atlantique will now capitalize on the steps taken during the first two phases of the project, to push the management of the activity even further, with:
- Andon picking, to optimize logistics beyond emergency replenishments, particularly for the train that supplies lines from inventory.
- Real-time information on production status for logistics, to restore visibility to the latter.
Key success factors of the Chantiers de l’Atlantique project
The remarkable results observed by the cabin assembly unit are neither miraculous nor the result of chance. But above all, they are the result of a well-managed project based on three key factors:
- Progress prioritized by « batches »: rather than a comprehensive « mega-project » (which might never have seen the light of day), Chantiers de l’Atlantique proceeded in stages. First, the most urgent problem (production line shutdowns), then, after this initial success, priority number 2 (replenishment), and finally, a more widespread implementation.
- A learning curve was respected: the teams took the time to observe the initial results and list areas for improvement before iterating.
- Field-level listening was a cardinal virtue: the user is king, and all tools and interfaces were designed to respond as simply as possible to the needs expressed.